産業用火力
三菱重工パワーインダストリー技報VOL.10[2026] ― 社長メッセージ




産業用ボイラーのカーボンニュートラル化に向け、燃料の転換が加速しています。中でも、CO₂を排出しない水素燃焼技術が大きな注目を集めていますが、水素を導入するには高額な設備投資やインフラ整備が必要なため、一気に水素専焼に移行することは困難です。対応手段としては、既存の化石ガス燃料と水素の混焼技術をまず適用させ、段階的に低炭素化を進め、最終的に水素専焼に移行するのが現実的です。これを踏まえ、三菱重工パワーインダストリーでは、水素と化石ガス燃料としてプロパン(LPG)を用いた混焼試験による特性評価を行いました。その結果を『三菱重工パワーインダストリー技報 Vol.9(2025年)』の「水素とガス燃料との混焼特性及び実機適用時の考慮事項」に掲載しており、本記事では、その概要をご紹介します。
より詳しい技術解説をご覧になりたい方は、技報をダウンロードの上、ご確認ください。
※ご覧いただくにはIDとパスワードが必要です。
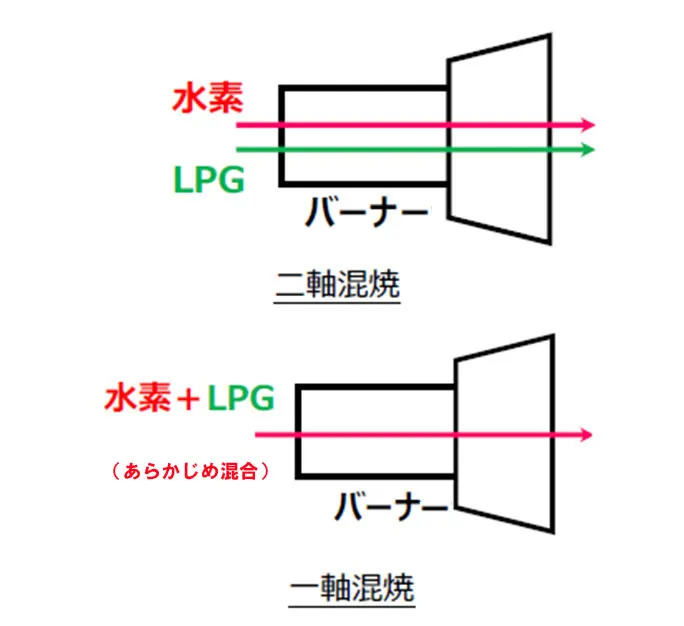
今回の取り組みでは、一般的な「センターファイアリング型バーナー」を使用し、以下2種類の混焼方式を検証しました。
二軸混焼方式:水素とLPGを別々のノズルから投入する方式
一軸混焼方式:水素とLPGをあらかじめ混合し、一つのノズルから投入する方式
混焼比率は、水素100%からLPG100%までの5段階(100/0、75/25、50/50、25/75、0/100)です。その結果、いずれの混焼方式・混焼比率でも火炎は安定しており、CO排出や水素リークも検出されない、非常に良好な燃焼特性が確認できました。
特に着目すべきは、LPG混焼比率が水素に対して高くなるほどNOx排出量が直線的に低減していく点です。並びに一軸、二軸の混焼方式に関わらず、混焼比率に応じた排ガス特性の予測性が可能と評価できます。
→実験装置や試験条件の詳細は、『三菱重工パワーインダストリー技報Vol.9』をダウンロードの上、ご覧ください。
※ダウンロードにはIDとパスワードが必要です。
さらに水素75%・LPG25%の混合ガスを用いて、燃焼炉出口の酸素濃度(O₂濃度)を2.7%から0.2%まで段階的に低減して、燃焼試験を行いました。
一般的には、O₂濃度が1%を切るとCOが発生します。しかし本試験では、O₂濃度0.2%という極限環境下においても、CO排出は確認されず、良好な結果が得られました。
これは水素が、ほかの燃料(LPGやメタン)に比べて、空気不足状態でも高い燃焼速度を維持できる性質のためです。つまり水素との混焼によって、LPG専焼では難しかった、超低O₂環境下でのCOゼロ排出が実現可能となります。
実際のボイラープラントに、水素混焼・専焼を適用する際は、水素の性質に応じた安全対策が求められます。次に安全対策と検討事項を列挙します。
【安全対策】
1)ボイラーは水素リークを考慮し、屋外設置が基本。屋内の場合は十分な換気を確保
2)燃焼振動・逆火・焼損を防ぐため、拡散燃焼方式バーナーを採用
3)逆火防止策として不活性ガスパージ機構の設置を検討
4)火炎検出には紫外式火炎検出器を適用
5)排ガスラインおよびバーナー上部に水素センサーを設置
【検討事項】
1)既存燃料との伝熱特性を比較評価した対策(スプレー量調整や伝面改造など)
2)水素燃焼時に増加するNOxへの低減対策の実施
3)既存配管流用の可否検討と、水素用弁類への更新
4)排ガス量の減少や水分量増加に応じた設備対応の実施
こうした安全対策と種々検討が、実用化への鍵となります。
→水素燃焼適用時の検討箇所事例の詳細は『三菱重工パワーインダストリー技報Vol.9』をダウンロードの上、ご覧ください。
※ダウンロードにはIDとパスワードが必要です。
今回の試験では、以下の成果が得られました。
1)水素とLPGの混焼は、方式・比率を問わず安定した燃焼が可能
2)水素混焼によってLPGの燃焼性が向上し、超低O₂濃度下でもCOゼロ排出を実現
3)同一バーナーあるいは複数バーナー構成により、混焼から水素専焼への柔軟な移行が可能
これらは、水素インフラが未整備な段階でも、実現可能な脱炭素化のステップであり、燃料転換戦略における現実的な選択肢です。
『三菱重工パワーインダストリー技報 Vol.9(2025年)』では、混焼技術の詳細な試験結果をはじめ、設備構成、運用検討項目、水素混焼や専焼に対応したバーナー構成例など、豊富な図と共に掲載しています。ダウンロードの上、ぜひ全文をご覧ください。技報のダウンロードにはIDとパスワードが必要です。
■会員登録がお済みでない方はこちらから
□会員登録がお済みの方はこちらから
この記事に関連する三菱重工パワーインダストリーの技術情報(PDF)を無料でダウンロードいただけます。
※IDとパスワードが必要です。こちらのフォームからお申し込みください。