産業用火力
屋外向け多chリモートI/O開発の舞台裏 ― 過酷環境でも精度を落とさない設計とは




2013年、ごみ焼却設備基幹的改良工事の火炉管の長寿命化を目的とした耐腐食性材料を肉盛溶接した火炉壁パネルの更新工事をご依頼いただきました。その際、都市ごみ焼却廃熱ボイラ火炉壁全面への適用については三菱重工パワーインダストリーに実績がなかったため、モックアップ試験を行い各種検討、確認を実施しました。そのレポートをご紹介します。
都市ごみ焼却廃熱ボイラの火炉管は耐火被覆の上端から露出した管が高温のガスに含まれた腐食成分に曝されていて、他の部位に比べて減肉速度が速いです。このことから頻繁に部分更新工事を実施する必要があり、維持管理費を圧迫する要因の一つとなっています。
2013 年に、顧客が国内某所ごみ焼却場からごみ焼却設備基幹的改良工事をご依頼いただきました。その中に改良工事の柱の1つとなる火炉管の長寿命化を目的とした、耐腐食性材料を肉盛溶接した火炉壁パネルの更新工事がありました。
三菱重工パワーインダストリーではこれまで耐摩耗性を考慮した流動層ボイラの層中蒸発水管で、全周硬化肉盛溶接管の製作及び事業用ボイラ火炉壁一部の、耐腐食材料Alloy625 を用いた肉盛溶接パネルの計画・製作・工事等の実績は有していましたが、都市ごみ焼却廃熱ボイラ火炉壁全面への適用については実績がなかったため、モックアップ試験を行い各種検討、確認を実施しました。
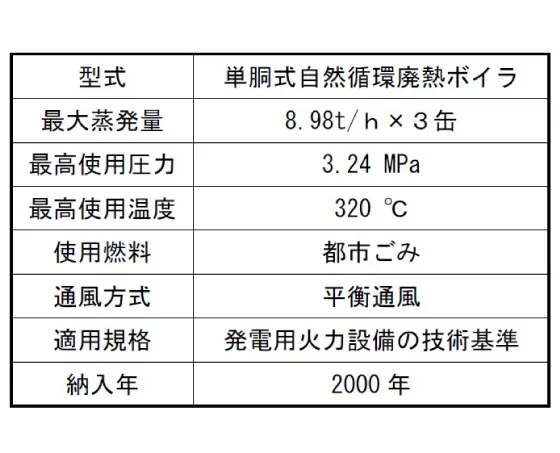
図1に廃熱ボイラの全体側面図を示し、主なボイラ仕様を表1に示します。
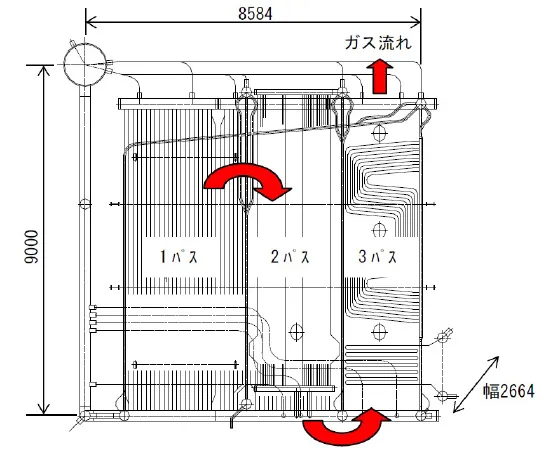
今回の更新範囲は耐火上端部から管が露出する部分を中心に計画しました。その内、ボイラ1パス耐圧部の肉盛溶接施工範囲は図2に示す範囲です。
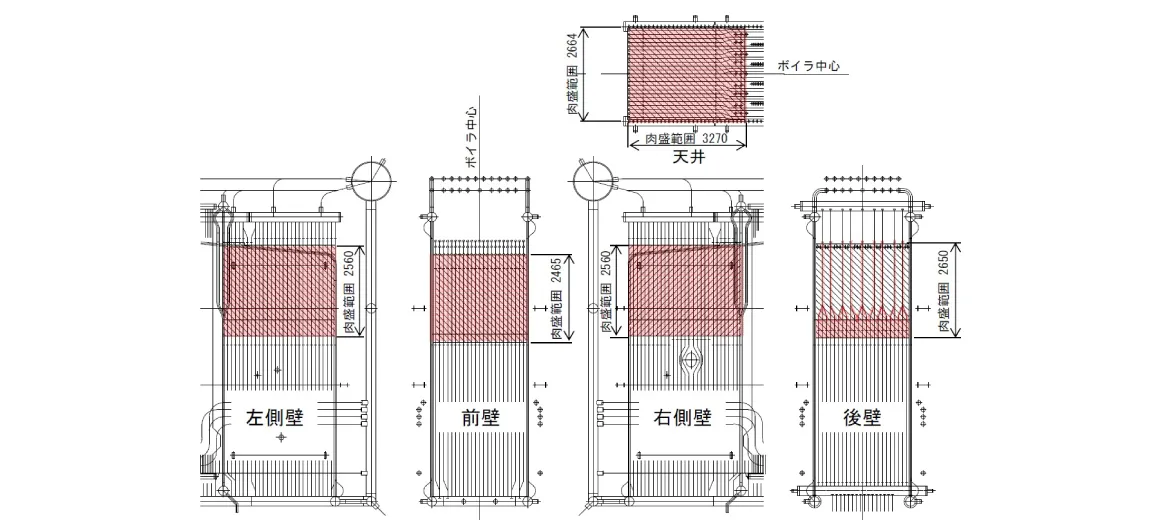
肉盛溶接施工範囲(赤く塗りつぶした箇所)は火炉1パス全体でφ63.5×t3.5 管で構成されるメンブレンパネル及びスクリーン管約50㎡の範囲に実施し、肉盛溶接厚さは1mm 以上としました。
肉盛溶接材料を選定し、試作パネルを製作して変形量の把握及び肉盛溶接部の健全性を評価しました。さらに以下のパネルを試作し評価しました。
①平パネル :平パネルの炉内側片面のみ肉盛溶接
②ベンドパネル:天井ベンド部を模したベンドパネルに炉内側片面のみ肉盛溶接
③スクリーン管:全周肉盛溶接した短管
肉盛溶接材料は顧客からAlloy625 材の指定があり、本火炉壁パネルへ適用について、三菱日立パワーシステムズ株式会社(MHPS)(当時)の協力を得て、実機での付着灰を採取し成分分析の結果にて確認しました。
エネルギー分散型X線分析(EDX)による半定量の分析結果では、主成分であるO、Al、Si、Caの他に腐食性のあるP、Cl、Sが確認されましたが、他所の同型都市ごみ焼却用廃熱ボイラと大差ない結果でした。
また、X線回折においても、S、Clなどの成分が検出された事から、肉盛溶接材料は、耐腐食性があり、MHPSの事業用ボイラで実績がある顧客選定のAlloy625 材が最適であることを確認しました。
パネルを製作するに際し、寸法及び変形は、現地での組立工事も考慮し、肉盛溶接施工してない一般パネルと同じ、社内検査基準を満足すること、肉盛溶接厚みは1.0mm 以上、肉盛溶接後の表面は浸透探傷試験(PT)及び、断面観察でも肉盛溶接部に異常がないこと、希釈率はCr、Ni量の耐腐食性の観点より10%以下としました。
図3及び図4に修正後の平パネル、スクリーン管、ベンドパネルの写真を示します。
平パネルの溶接法としては、アルゴン(Ar)100%シールドガスのパルスMIG溶接法を適用し、希釈率を下げるために試験体を垂直に立てて立向き下進溶接で施工を行いました。
肉盛溶接後には幅方向及び長さ方向で収縮、歪みを確認しましたが、収縮量を考慮した設計及び修正を実施することで一般パネルと同じ社内検査基準値内で製作可能であることを確認しました。

肉盛溶接部の健全性確認のため、当社テクノサービス部にて試作パネルのサンプル調査を実施しました。
図5に平パネル及びスクリーン管断面のマクロ・ミクロ組織を、表2にベンドパネル、平パネル、スクリーン管の定量分析結果を示します。
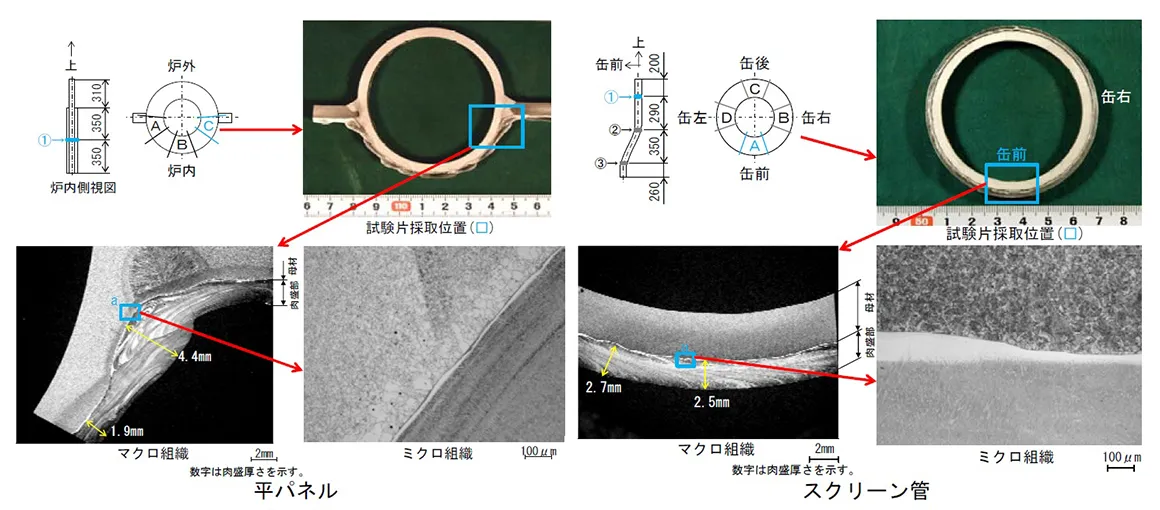
図5により、平パネルとスクリーン管の肉盛溶接状況は、どちらも1mm 以上肉盛溶接されていることを確認しました。
また、断面観察からは有害な線状指示模様は認められませんでした。
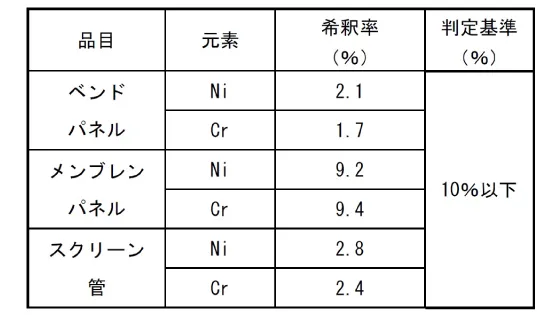
表2より希釈率は、ベンドパネル、平パネル、スクリーン管いずれも10%以下であり、基準値を満たしました。(希釈率=溶接金属の各元素重量比/ワイヤミルシートの各元素重量比)
今回、モックアップ試験結果を反映した実機は2014年9月に1缶目である2号ボイラを引き渡し、2年運転後に開放確認しましたが、外観検査で顕著な減肉は認められず、今後も経過観察を継続し、耐腐食性を検証する予定です。
肉盛溶接した火炉壁パネルで更新することによる、火炉管の長寿命化により、管理維持費の
低減が見込めることから、今回の実績は各所への適用が期待されています。
尚、その後の追跡調査においても、顕著な減肉は認められておりません。
出典:『MHPS-IDS技報VOL.1』より
この記事に関連する三菱重工パワーインダストリーの技術情報(PDF)を無料でダウンロードいただけます。
※IDとパスワードが必要です。こちらのフォームからお申し込みください。