産業用火力
蒸気タービン改造メニューの紹介~三菱重工パワーインダストリー技報Vol.6より




“定検工事期間短縮に貢献”に関する三菱重工パワーインダストリーの技術についてご紹介する全3回のシリーズ企画です。第三回は「ロング水浸UTによる回収ボイラ炉底管の肉厚測定」についてご紹介します。
回収ボイラは、製紙工場のパルプ製造プロセスの副産物である黒液を燃料として、発電用蒸気とプロセス用蒸気を発生すると共に、燃焼により黒液から薬品を回収する役割を担う重要な設備ではありますが、下記の懸念事項が挙げられます。
(1) 回収ボイラの多くがメンテナンスしながら長年運用されているが、その健全性に不安がある。
(2) 生産設備の合理化により予備缶の廃止などがあり、計画外停止が許されなくなっている。
(3) 定検の工程短縮が推進されている。
このような背景により、検査においては的確な診断とより一層の合理化が急務となっていて、特に長期運用における炉外側の雨水腐食や、黒液燃焼させる火炉炉底部の健全性の確認が重要な課題です。このため、天井、前壁、炉底まで一気通貫で連続肉厚測定ができるロング水浸UT装置を製作し、実機に適用した実例をご紹介します。実機適用にあたっては、新日本非破壊検査株式会社様にご協力いただきました。
図1に水浸UT装置の外観を、図2に水浸UTの測定原理を示します。
水浸UT装置は、プローブ、ケーブル、超音波探傷器及びケーブル引抜装置で構成されており、プローブに取り付けられた探触子をモータで高速回転させることで周方向の肉厚測定を行いながら、管の軸方向に移動させることにより、管全長および管全周の肉厚測定を連続的に測定することが可能です。
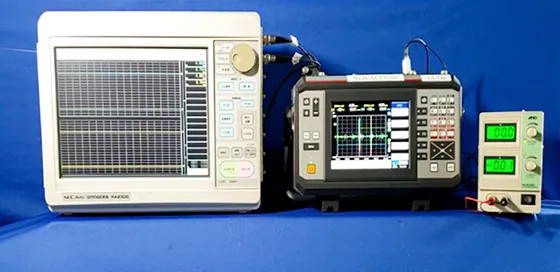
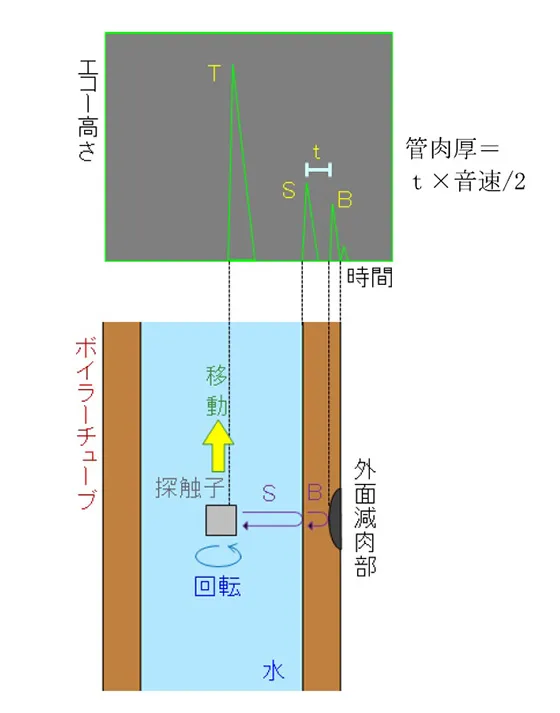
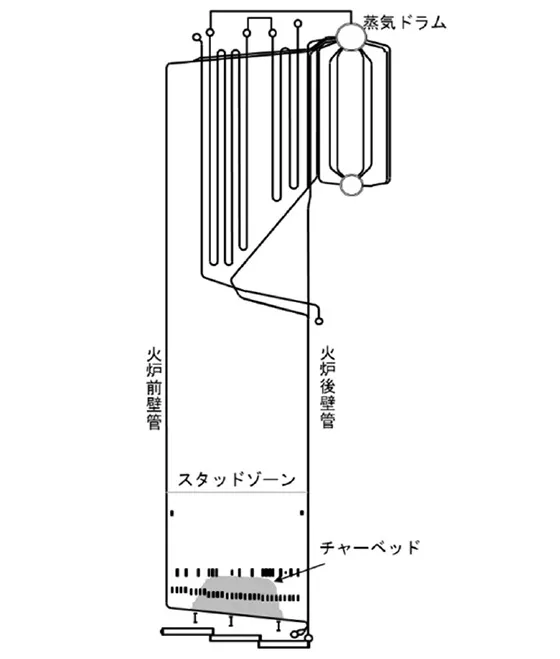
図3に測定対象となる回収ボイラの概略図を示します。
火炉下部は、還元性雰囲気中の腐食性ガスと溶融スメルトにより厳しい腐食環境となっているため、耐火材により耐食性を高めています。水管が漏洩すると回収ボイラ特有の炉内爆発のリスクがあるため、炉底部は最も優先順位の高い点検箇所ではありますが、耐火材や炉底のチャーベッド除去が必要になるため、工期の短い定検では実施することが非常に困難です。この火炉下部の減肉状況を確認するために、蒸気ドラム内から炉底部まで到達できるように、水浸UT装置のケーブルの長さの延長を検討しました。ケーブルの延長に当たっては以下の課題がありました。
(1)超音波のS/N比低下
(2)ケーブルの挿入性
(3)水頭圧によるプローブ回転への影響
従来のケーブルの長さは35m程度です。今回の対象としている回収ボイラの管の長さは50~60mに及びます。測定器はボイラの外に設置し、蒸気ドラムの長手長さと測定器の設置位置までの距離及び余裕分を考慮し、ケーブル長を80mにしました。これにより長尺管の測定が可能になる一方、次の問題が懸念されました。
(a) ケーブルインピーダンスのアンマッチングに起因する信号の反射や、長尺ケーブルによる電気抵抗の増加により減衰が生じる。
(b)信号、電源及びサージの電磁ノイズなどが重畳し、S/N比が下がり、信号とノイズの判別が困難になる。
そのため、80m長さのケーブルを製作した後、探触子を接続し、模擬減肉を施した試験片による測定を行った結果、肉厚値として判定可能な測定下限値は2.0mmであり対象ボイラの火炉前後壁管のtsrを十分下回ったことを確認しました。測定目的はtsr近傍における厚みの判別であり、実用可能と判断しました。
炉底管の測定を目標に、図4に示す火炉天井~前壁~炉底を模擬した全長65mのコ字状の試験管を製作しました。実機より厳しい条件とするため曲げRを小さくして、曲げ部は90度ベンドにしました。管のみでは剛性不足のため、形鋼製トラスフレーム架台に組付けました。本来は垂直にすべきですが、建屋内の天井高の制約から、架台ごと天井クレーンで約10m巻き上げた状態を保持し、①管に水を張らない状態、②水張り状態、③水を少し流しながらの3種類の試験を実施しました。図5にプローブ挿入性試験状況を示します。
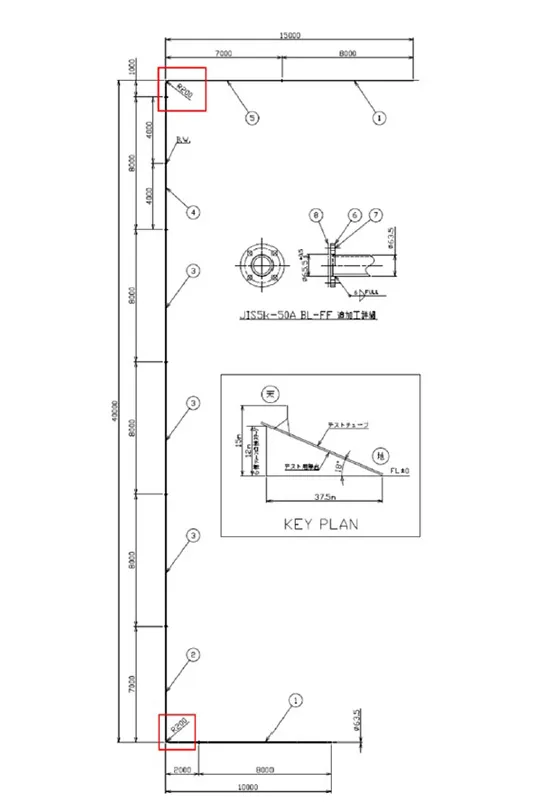
試験の結果、①及び②では下側ベンドでケーブルを押す力が先端に伝わらなくなり、末端まで挿入できませんでした。③は末端まで挿入可能でした。本試験方法では、炉底部までの挿入には、補助的な力が必要との結果となりましたが、実缶では垂直であるため、重力の作用により、炉底部までプローブを挿入可能だろうという感触を得ました。

試験管にて肉厚測定を実施すると、ケーブルを伸ばした状態が最もノイズが多く、加えて周囲の溶接作業などの影響もあり、肉厚値として判定可能な測定下限値は2.6mmと前述の試験より大きくなりました。この値は、測定対象としている管のtsrより小さく実用可能と判断しましたが、必要に応じて電源のアイソレート等対策を講じることとしました。
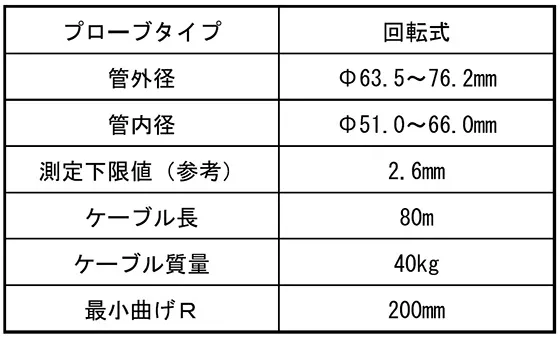
水圧試験は、プローブ部分をシールする構造の筒状容器にポンプで水を入れて行いました。100mAqで動作確認した結果は良好でした。表1に、本試験結果により定めたロング水浸UT装置の主な仕様を示します。
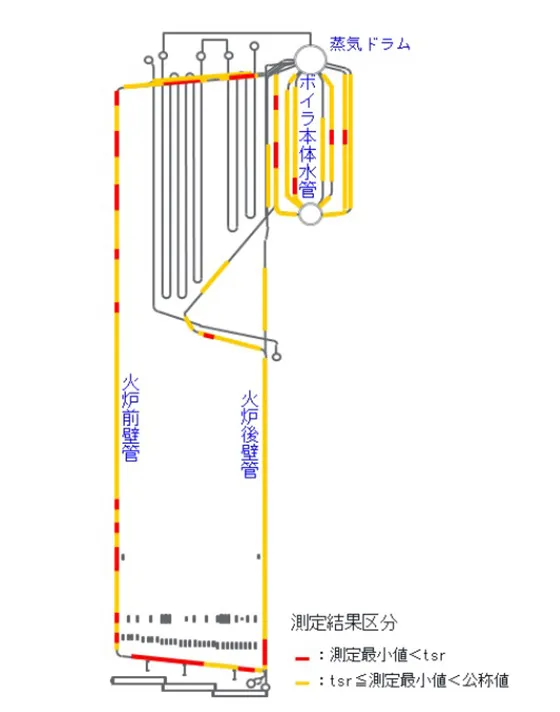
実缶の測定においては、火炉下部の他、過去の検査や補修履歴及び他缶で発生した不適合の水平展開など考慮して検査箇所を決定しました。プローブの挿入性については、工場での試験管挿入試験結果より想定したように水張状態のみで火炉前壁管の炉底部までのプローブ挿入が可能でした。火炉前壁管の炉底部までの肉厚測定という初期の目的を達成しました。火炉後壁管の測定も良好な結果が得られました。本検査は全周かつ全長測定であるため、耐火材で管外面からの計測が困難な箇所の腐食減肉や保温材下など多くの減肉が顕在化できます。図6は、測定データを整理しボイラ図面上にプロットしたもので、減肉箇所が明確になり計画的な保全を行う上で有効なデータとなります。なお、最近では測定対象の内径が変化する管にも測定を試み、良い結果が得られております。
回収ボイラの火炉前後壁管に、蒸気ドラムから炉底部まで一気通貫で肉厚測定を可能とするロング水浸UTを適用し、良好な結果を得ました。付帯工事の費用、それに費やす計画(現場、図面及び履歴などの確認含む)、調達及びその他諸々の業務を削減できます。また従来見つけることが困難な箇所の減肉を顕在化させ定検工期の短縮が行える手法でもあります。今回は回収ボイラを対象としましたが、他燃料を使用するボイラの長尺管についても適用可能です。今後は他のボイラヘも適用を図り実績を積み重ねていきます。
出典:『MHPS-IDS技報VOL.5』より
この記事に関連する三菱重工パワーインダストリーの技術情報(PDF)を無料でダウンロードいただけます。
※IDとパスワードが必要です。こちらのフォームからお申し込みください。